
An approach to deploying control charts with short production runs is to utilize charts of common characteristics across different products.
This chart pertains to the characteristic of interest (e.g., diameter) rather than for the diameter of a specific design.
A single chart can monitor the characteristic even though the nominal values (and specifications) are different. This is accomplished by standardizing the data before plotting it. A common chart that performs this is called the Deviations from Nominal (DNOM) chart.
WinSPC Means Lower Costs and Higher Quality
WinSPC is software to help manufacturers create the highest quality product for the lowest possible cost. You can learn more here.
Essentially, the value that is plotted is the difference between the part measurement and the nominal value. (Note: The nominal value refers to the value that is typically specified on an engineering drawing as the desired value and is often halfway between the lower and upper specification limits.) Once the differences are computed, the control limits may be established in the normal way.
An Example:
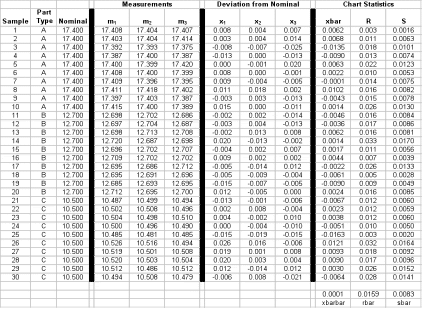
A machining process produces an inner diameter of a check valve. Depending on the type of unit produced, the nominal value of the diameter is 17.400 mm, 12.700 mm, or 10.500 mm. Here, 10 samples (of size 3) are produced and measured for each part type.
For each unit measured, a deviation from nominal is calculated by subtracting the relevant nominal value from it. For example, for a part that measures 17.408 mm, the deviation from nominal is:
17.408- 17.400 = 0.008
For a part that measures 17.387 mm, the deviation from nominal is:
17.387- 17.400 = -0.013
The following table illustrates the calculations for the Deviations from Nominal Chart. Essentially, each measured data value is transformed by subtracting off the nominal value (xi = mi- Nominal). The deviations are then used in the usual manner to construct the desired control chart (e.g. Xbar/S Charts, Xbar/R Charts).
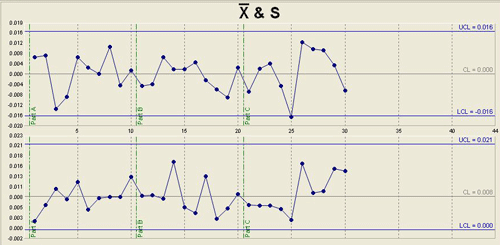
Xbar and S charts constructed from the “Deviation from Nominal Data” follow:
Important Assumptions and Considerations
Several important assumptions and considerations apply to the DNOM approach and example above.
- It is assumed that the process standard deviation for the various part types are statistically the same. Often parts with larger nominal measurements will also have larger standard deviations. If the standard deviations are not the same across all part types, the above approach is invalid (and Standardized DNOM charts should be used). Since the standard deviation is used to compute control limits, a single set of control limits would not apply if the variation differed across part types. The solution to this potential problem is to further standardize the deviations before charting to account for the differences in variation. The standardized DNOM charts and methods to test for equal variances will be covered in next month’s newsletter.
- The DNOM chart assumes that the same sample size is used for each part type.
- The DNOM chart is most intuitive when the nominal specification is the desired target for the process and the process average is “on target.” However, often it is desirable to center the process at a value that is closer to one specification limit for cost reasons. Furthermore, many characteristics have only a one-sided specification (e.g., strength, hardness, roundness) so no nominal value exists. In these cases it may be desirable to change the “deviation from nominal” to either:
- Deviation from Target (where there is a strong desire to keep the process at the target value)
- Deviation from Historical Average (where we are mainly looking to detect process changes from the historical mean for that specific product type)
Summary
This article explains the use of DNOM charts, which may be used to monitor process characteristics over time even when the units being controlled have varying nominal values. When the process variability differs significantly by part type, Standardized DNOM charts should be utilized and these will be described in next month’s article.
Steven Wachs, Principal Statistician
Integral Concepts, Inc.
Integral Concepts provides consulting services and training in the application of quantitative methods to understand, predict, and optimize product designs, manufacturing operations, and product reliability. www.integral-concepts.com
Our Fact Checking Process
We prioritize accuracy and integrity in our content. Here's how we maintain high standards:- Expert Review: All articles are reviewed by subject matter experts.
- Source Validation: Information is backed by credible, up-to-date sources.
- Transparency: We clearly cite references and disclose potential conflicts.
Our Review Board
Our content is carefully reviewed by experienced professionals to ensure accuracy and relevance.- Qualified Experts: Each article is assessed by specialists with field-specific knowledge.
- Up-to-date Insights: We incorporate the latest research, trends, and standards.
- Commitment to Quality: Reviewers ensure clarity, correctness, and completeness.